
ARCMFTC900 AR10169 MAȘINĂ DE TĂIAT ZARURI TRIDIMENSIONALE
GHIDUL UTILIZATORULUI
Stimate utilizator: Înainte de a utiliza produsul, vă rugăm să citiți cu atenție manualul de instrucțiuni al produsului.
INDEX / CUPRINS
- INFORMAȚII GENERALE ……………………………………………………………………………….1
- CARACTERISTICI STRUCTURALE ȘI PRINCIPIU DE FUNCȚIONARE. ……………….1
- PRINCIPALII PARAMETRI TEHNICI ……………………………………………………………3
- FUNCȚIONARE ȘI UTILIZARE …………………………………………………………………………………….3
- ANALIZA ȘI ELIMINAREA DEFECTELOR………………………………………………………………7
- ÎNTREȚINERE ȘI ÎNTREȚINERE:……………………………………………………………………..8
- TRANSPORT ȘI DEPOZITARE ……………………………………………………………… 10
1. INFORMAȚII GENERALE
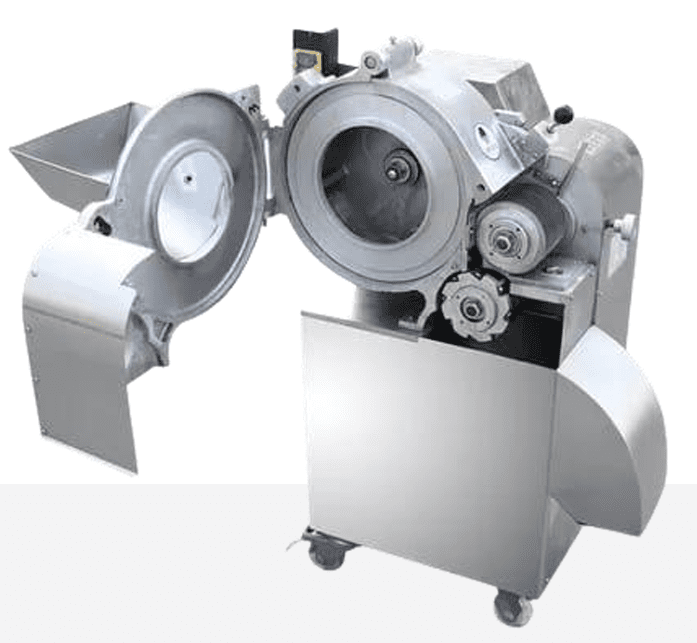
Mașina de tăiat cubulețe Model 100 este potrivită pentru tăierea cărnii dezosate la aproximativ -6°C, precum și a legumelor deshidratate, a fabricilor de procesare a legumelor congelate și a industriilor de murături pentru a procesa diverse legume rădăcinoase și cu tulpină în cuburi și cubulețe. Are o formă regulată și o suprafață de tăiere netedă. Această mașină se caracterizează prin design avansat, funcționare convenabilă, consum redus de energie și eficiență ridicată. Este fabricată din aliaj de aluminiu și oțel inoxidabil, care este rezistent la coroziune și îndeplinește standardele de igienă și certificare.
2. CARACTERISTICI STRUCTURALE ȘI PRINCIPIU DE FUNCȚIONARE.
2.1. Pentru a cunoaște caracteristicile structurale,
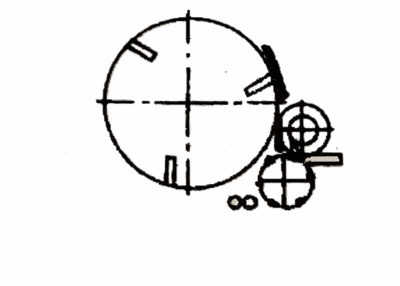
Consultați schema mașinii de tăiat cuburi (Figura 1) și schema transmisiei (Figura 2)
![]()
Componente numerotate:
- Locuințe
- Șurub de reglare
- Comutator
- Piuliță cadrantă
- Placă de reglare
- Cadran
- Cadru de ajustare
- Limitator
- Mâner de reglare
- Mâner excentric
- Cuțit de feliat
- Suport pentru lamă de feliat
- Corpul tăietorului de sârmă
- Șurub de fixare
- Placă de susținere a sârmei
- Suport pentru pieptene
- Corp cu lamă fixă
TEXTE ÎN IMAGINE:
tambur rotativ = tambur rotativ
oală = oală
treapta de viteză I = treapta de viteză I
pinion mare = pinion mare
lanț = lanț
angrenaj principal = angrenaj principal
motor = motor
buncăr de alimentare = buncăr de alimentare
lame verticale = lame verticale
Curea trapezoidală = curea trapezoidală
pinion mic = pinion mic
lame orizontale = lame orizontale
treapta de viteză medie = treapta medie de viteză
angrenaj – = angrenaj –
scripete V mare = scripete V mare
2.1.1. Mașina este compusă în principal dintr-o bază, o carcasă, un cadran, o lamă verticală, un corp al lamei orizontale, un corp al lamei de tăiere orizontale, un sistem de transmisie și un sistem de control electric.
2.1.2. Cadrul, carcasa, pâlnia și părțile principale ale mașinii sunt fabricate din aliaj de aluminiu și oțel inoxidabil pentru a asigura funcționarea pe termen lung, fără coroziune și toxicitate.
2.2. Principiul de funcționare
Rotația acestei mașini acționează obiectul care urmează să fie tăiat să se rotească la viteză mare, iar forța centrifugă a obiectului îl taie în felii cu ajutorul forței. Apoi, acesta îl taie în fâșii prin lama discului de tocat și trimite materialul care urmează să fie tăiat pe muchia orizontală de tăiere. Lama transversală îl taie în cuburi necesare. (Figura 3, diagrama schematică a tăierii în cuburi)


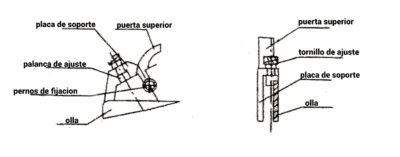
TEXTE ÎN IMAGINE:
placă de susținere = placă de susținere
ușa de sus = ușa de sus
manetă de reglare = manetă de reglare
șuruburi de fixare = șuruburi de fixare
oală = oală
șurub de reglare = șurub de reglare
placă de susținere = placă de susținere
4.2.4.2. Înlocuirea lamei tocătorului cu disc: Lama combinată de schimb pentru tocătorul cu disc are specificații diferite, cum ar fi 5 mm și 10 mm, iar lamele combinate cu alte specificații pot fi, de asemenea, personalizate în funcție de nevoi.
[TABEL: Figura 5 – Pasul lamelor de tăiere cu disc vertical]
| Grosimea de tăiere | Predarea pieselor |
|---|---|
| 5 mm | 5 mm |
| 10 mm | 10 mm |
Discurile combinate de tăiere cu diverse specificații sunt accesorii standard și pot fi personalizate în funcție de nevoi.
Înlocuirea lamelor de dimensiuni diferite. Pași pentru înlocuire: Mai întâi, slăbiți mânerul, împingeți mânerul în jos astfel încât lama combinată cu micro-tăiere să iasă din pieptene. Apoi, slăbiți piulița de la capătul axului, agățați fanta de la capătul frontal al uneltei combinate cu o cheie cu cârlig, scoateți unealta combinată și înlocuiți-o cu o unealtă combinată de dimensiunea necesară. Strângeți piulița de la capătul axului. Mișcați mânerul în sus pentru a observa dacă angrenajul din interiorul mașinii este angrenat corect. Dacă angrenarea este corectă, mânerul va fi aproape de controler, iar lama tăiată de pe disc va intra în canelura pieptenului și în lama verticală. Nu există frecare între lama superioară și pieptene și lama verticală. Dacă se blochează, strângeți roata de mână și finalizați înlocuirea. (Figura 6)
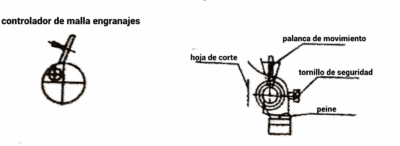
TEXTE ÎN IMAGINE:
controler de plasă a angrenajului = controler de plasă a angrenajului
pârghie de mișcare = pârghie de mișcare
lamă tăietoare = lamă tăietoare
șurub de siguranță = șurub de siguranță
pieptene = pieptene
4.2.4.3. Înlocuirea sculelor combinate de tăiere pentru tăiere transversală. În funcție de lungimea de tăiere și de cerințele materialului care urmează să fie tăiat, se selectează diferite tipuri de cuțite combinate pentru tăiere transversală. Cuțitele combinate pentru tăiere transversală sunt disponibile în două specificații: cu 8 lame și cu 15 lame. Lamele cu alte specificații pot fi, de asemenea, personalizate în funcție de cerințe, iar dimensiunile corespunzătoare lungimii de tăiere sunt următoarele:
Secțiune transversală și grad Numărul de felii din grupul de tăiere:
- 5 mm: 15 coli
- 10 mm: 8 foi
4.2.5. Pieptenele este folosit pentru a răzui materialul rezidual comprimat între lamele verticale. Când pieptenele este instalat, marginea lamei trebuie să fie aproape de suprafața distanțierului lamei (nu trebuie să atingă lamele verticale, altfel poate deteriora pieptenele) combinată cu lamele orizontale pentru a tăia un dado perfect.
Poziția pieptenului (ajustați valoarea de calibrare a liniei scalei 5 mm, 10 mm, 15 mm) trebuie să fie în concordanță cu grosimea setată a feliei, altfel va afecta performanța mașinii și calitatea felierii.
4.2.5.1. Instalare incorectă, materialul nu poate trece prin el și cuțitul pieptene 11 nu este aproape de suprafața inelului distanțier al discului combinat cu cuțitul de tocat. (Figura 7-1)
4.2.5.2. Instalare incorectă: marginea lamei pieptenului este în contact cu inelul septal, iar suprafața inelului este deteriorată. Pieptenele poate fi îndoit sau rupt. (Figura 7-2)

5. ANALIZA ȘI ELIMINAREA DEFECTELOR
Tabel de erori
| Simptom | Analiza cauzelor | Metoda de soluționare | Observații |
|---|---|---|---|
| Funcționare ineficientă | Cureaua trapezoidală prea slăbită, patinează în timpul lucrului | Strângeți banda în V obișnuită | |
| Materialul nu cade corect | 1. Pieptene cu muchie de cuțit Cu distanțier Distanța inelului este prea mare.<br>2. Grosimea feliei este prea groasă | 1. Înlocuiți pieptenele; poziția pieptenelor trebuie să fie mai aproape de inelul lamei.<br>2. Reglați lama pentru prima tăietură (felie) | |
| Materialul nu este tăiat | 1. Direcția de rotație a cadranului este diferită<br>2. Pieptenele este înfundat<br>3. Lama combinată cu disc de tăiere<br>4. Lama verticală este blocată de material | 1. Reglați rotația discului rotativ în sensul acelor de ceasornic.<br>2. Curățați pieptenele.<br>3. Verificați dacă lamele sunt corecte și dacă sunt fixate bine pe strung.<br>4. Curățați materialul rămas pe lama verticală | PUNCTELE 2 ȘI 4.<br>Dacă produsul are un conținut ridicat de grăsimi, se recomandă îndepărtarea excesului de grăsime. În caz contrar, produsul trebuie păstrat la o temperatură scăzută pentru a preveni înfundarea. (Congelat) |
| Când materialul nu apare constant sau în fibre sau cu fenomen de ciobire | 1. Lamele sunt slăbite<br>2. Discurile de tăiere sunt uzate | 1. Reglați cuțitul și discul de tăiere. Verificați distanța dintre pieptene la 1 mm.<br>2. Verificați starea discurilor și ascuțimea acestora (dacă sunt în stare proastă, este recomandabil să le înlocuiți) | Disc de tăiere șlefuit figura 10 |
6. ÎNTREȚINERE ȘI ÎNTREȚINERE:
Toate lucrările de întreținere și service trebuie efectuate după întreruperea alimentării cu energie electrică.
6.1. Mașina trebuie curățată după fiecare utilizare, în special zona și pasajul pe unde trece materialul. (OBLIGATORIU)
6.2. După fiecare utilizare, verificați cu atenție dacă toate lamele de tăiere sunt deteriorate sau tocite, verificați dacă muchia lamei pieptene este normală sau deteriorată, dezasamblați lama combinată a discului de tocat și lama combinată a tăietorului orizontal o dată pe săptămână (aveți grijă la dezasamblare, folosiți unelte speciale pentru a evita rănirea mâinilor) și curățați-le corespunzător. La reasamblare, acestea trebuie întreținute cu ulei alimentar netoxic și inodor, iar uleiul alimentar trebuie aplicat pe axul de tocat și pe axul de tăiere înainte de instalare pentru a asigura o dezasamblare ușoară.
6.3. Ulei de angrenaj și lanț la fiecare două săptămâni.
6.4. Ascuțirea diferitelor cuțite:
6.5.1 Lustruirea și instalarea lamelor verticale
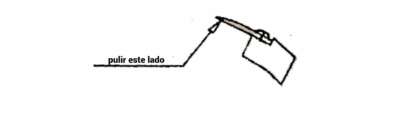
Pentru a ascuți lama verticală, doar pe partea cu disc tăietor de sârmă, ascuțiți muchia 1 cu pietre de ulei la unghiul (a). Când deteriorarea orificiului poate fi corectată în limita a 4 mm, metoda poate fi șlefuirea zonei de decupaj Unghiul (B) pentru a forma o nouă muchie la unghiul (a). În plus, muchia este aproape de partea laterală a mesei rotative, iar arcul ușor format pe interiorul muchiei tăietoare are forma necesară pentru a facilita operarea materialului tăiat. (Așa cum se arată în Figura 8, diagrama schematică a șlefuirii cuțitului vertical.)
TEXTE ÎN IMAGINE:
unghi de incidență ridicat = unghi de incidență ridicat
lustruirea acestei suprafețe = lustruirea acestei suprafețe
disc rotativ = disc rotativ
lamă de tăiere cu disc = lamă de tăiere cu disc
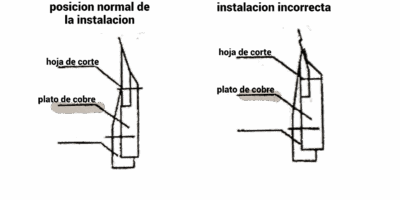
Deplasați capătul inferior al arcului spre partea superioară a tăvii pentru cuțite, așa cum se arată în partea stângă a Figurii 9, dar nu ciocniți platanul rotativ. Totuși, atunci când capătul inferior al arcului este mai jos decât partea superioară a platanului rotativ, acesta trebuie ajustat în sus, altfel nu va fi posibilă tăierea. (Schema instalării verticale a cuțitului în Figura 9.)
TEXTE ÎN IMAGINE:
poziție normală de instalare = poziție normală de instalare
instalare incorectă = instalare incorectă
lamă tăietoare = lamă tăietoare
placă de cupru = placă de cupru
6.5. Lame de tocat disc abraziv
La rectificarea lamelor rotunde de tăiere cu sârmă, pentru a asigura un diametru uniform al lamei, trebuie utilizată rectificarea mecanică; rectificarea manuală este interzisă. Direcția de rectificare (direcția sculei care este rectificată) trebuie să fie înclinată spre centru. Lama discului de șlefuit poate fi utilizată doar până când diametrul este redus cu 6 mm (vezi Figura 10, Diagrama schematică a ascuțirii lamei discului de tăiere cu sârmă).
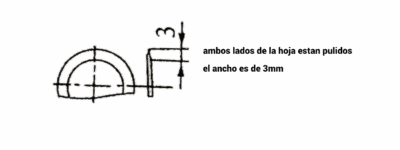
TEXTE ÎN IMAGINE:
ambele părți ale lamei sunt lustruite = ambele părți ale lamei sunt lustruite
lățimea este de 3 mm = lățimea este de 3 mm
6.6. Rectificarea lamelor transversale
6.6.1. Când deteriorarea muchiei tăietoare a cuțitului transversal este mică, mai mică de 2,5 mm (când este mai mare de 2,5 mm, întreaga lamă trebuie înlocuită), marginea superioară a muchiei tăietoare se lustruiește pe mașina de șlefuit sau pe piatra de ulei prin mijloace mecanice sau manuale. (Figura 11).
6.6.2. La demontarea lamei transversale, dacă șurubul nu poate fi slăbit, înmuiați întreaga lamă combinată în apă fierbinte, iar șurubul va fi ușor de slăbit.
7. TRANSPORT ȘI DEPOZITARE
7.1. În timpul utilizării produsului, este strict interzisă lovirea, înclinarea și răsturnarea, pentru a nu deteriora mașina și a nu-i afecta funcționarea.
7.2. Pentru utilizare pe termen lung, produsul trebuie depozitat într-un mediu uscat, cu gaze necorozive și nu trebuie să intre în contact cu substanțe corozive pentru a evita deteriorarea produsului.
{kind=link}
{kind=link}
{kind=link}
{kind=link}