
ARCMFTC900 AR10169 TRÓJWYMIAROWA MASZYNA DO KROJENIA KOSTKI
INSTRUKCJA OBSŁUGI
Szanowny użytkowniku: Przed użyciem produktu prosimy o dokładne zapoznanie się z instrukcją obsługi produktu.
INDEKS / SPIS TREŚCI
- INFORMACJE OGÓLNE …………………………………………………………………………………………….1
- CHARAKTERYSTYKA STRUKTURALNA I ZASADA DZIAŁANIA. …………….1
- GŁÓWNE PARAMETRY TECHNICZNE ……………………………………………………………3
- OBSŁUGA I UŻYTKOWANIE …………………………………………………………………………………………….3
- ANALIZA BŁĘDÓW I ELIMINACJA……………………………………………………………………7
- KONSERWACJA I KONSERWACJA:……………………………………………………………..8
- TRANSPORT I MAGAZYNOWANIE ……………………………………………………………… 10
1. INFORMACJE OGÓLNE
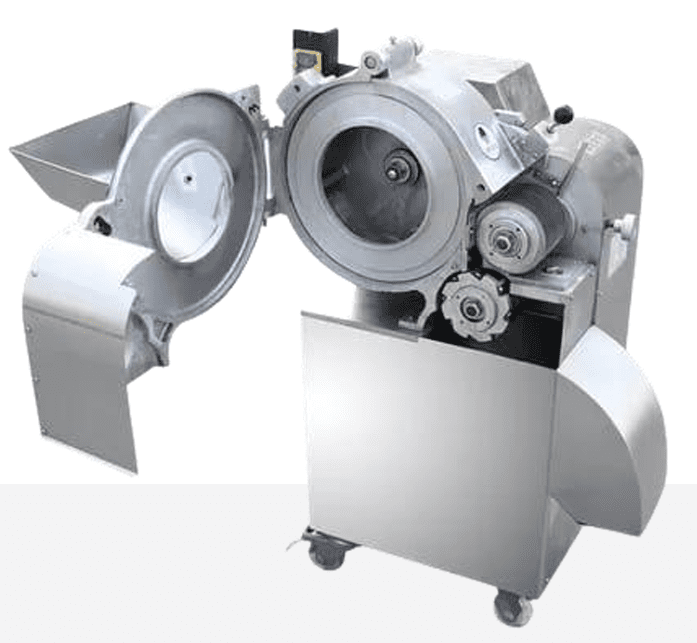
Maszyna do krojenia w kostkę Model 100 nadaje się do krojenia mięsa bez kości w temperaturze około -6°C, a także do suszonych warzyw, głęboko mrożonych przetwórni warzyw oraz zakładów peklowania, gdzie przetwarza różne warzywa korzeniowe i łodygowe na kostki i w kostkę. Ma regularny kształt i gładką powierzchnię tnącą. Maszyna charakteryzuje się zaawansowaną konstrukcją, wygodną obsługą, niskim zużyciem energii i wysoką wydajnością. Wykonana jest ze stopu aluminium i stali nierdzewnej, odpornej na korozję i spełniającej normy higieniczne i certyfikacyjne.
2. CHARAKTERYSTYKA STRUKTURALNA I ZASADA DZIAŁANIA.
2.1. Aby poznać cechy strukturalne,
Zapoznaj się ze schematem maszyny do krojenia w kostkę (rysunek 1) i schematem przekładni (rysunek 2)
![]()
Ponumerowane komponenty:
- Mieszkania
- Śruba regulacyjna
- Przełącznik
- Nakrętka kwadrantowa
- Płyta regulacyjna
- Kwadrant
- Rama regulacyjna
- Ogranicznik
- Uchwyt regulacyjny
- Uchwyt mimośrodowy
- Nóż do krojenia
- Uchwyt ostrza krajalnicy
- Korpus przecinaka do drutu
- Śruba ustalająca
- Płytka mocująca drut
- Uchwyt na grzebień
- Korpus z ostrzem stałym
TEKSTY NA OBRAZIE:
bęben obrotowy = bęben obrotowy
garnek = garnek
bieg I = bieg I
duża zębatka = duża zębatka
łańcuch = łańcuch
podwozie główne = podwozie główne
silnik = motor
lej zasypowy = lej zasypowy
łopatki pionowe = łopatki pionowe
Pasek klinowy = Pasek klinowy
mała zębatka = mała zębatka
poziome ostrza = poziome ostrza
środkowy bieg = średni bieg
bieg – = bieg –
duże koło pasowe V = duże koło pasowe V
2.1.1. Maszyna składa się głównie z podstawy, obudowy, pokrętła, ostrza pionowego, korpusu ostrza poziomego, korpusu ostrza tnącego poziomego, układu przekładniowego i układu sterowania elektrycznego.
2.1.2. Rama, obudowa, lej zasypowy i główne części maszyny wykonane są ze stopu aluminium i stali nierdzewnej, co zapewnia długotrwałą pracę bez korozji i toksyczności.
2.2 Zasada działania
Tarcza tej maszyny wprawia cięty przedmiot w ruch obrotowy z dużą prędkością, a siła odśrodkowa tnąca przedmiot tnie go na plasterki. Następnie tnie go na paski przez ostrze tarczowe i kieruje materiał do cięcia na poziomą krawędź tnącą. Ostrze tnące poprzecznie tnie go na wymagane kostki. (Rysunek 3, schemat krojenia w kostkę)


Maszyna do krojenia w drobną kostkę szynki lub mrożonego mięsa i drobiu od 5 mm do 15 mm
6.309,36$ Podatki wliczone w cenę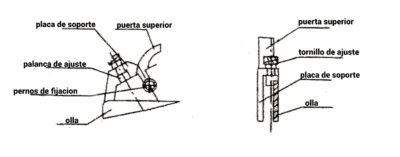
TEKSTY NA OBRAZIE:
płyta nośna = płyta nośna
drzwi górne = drzwi górne
dźwignia regulacyjna = dźwignia regulacyjna
śruby mocujące = śruby mocujące
garnek = garnek
śruba regulacyjna = śruba regulacyjna
płyta nośna = płyta nośna
4.2.4.2. Wymiana ostrza w rozdrabniaczu tarczowym: Zamienne ostrza w rozdrabniaczu tarczowym mają różne parametry, takie jak 5 mm i 10 mm, a ostrza o innych parametrach można również dostosować do potrzeb.
[TABELA: Rysunek 5 – Podziałka pionowych ostrzy tnących]
| Grubość cięcia | Podawanie figur |
|---|---|
| 5 mm | 5 mm |
| 10 mm | 10 mm |
Kombinowane rozdrabniacze tarczowe o różnych parametrach są standardowym wyposażeniem, które można dostosować do indywidualnych potrzeb.
Wymiana ostrzy o odpowiednim rozmiarze. Kroki wymiany: Najpierw poluzuj uchwyt, dociśnij rączkę w dół, aby ostrze kombinowane z mikroostrzem wysunęło się z grzebienia. Następnie poluzuj nakrętkę na końcu wału, zaczep kluczem hakowym o szczelinę na przednim końcu narzędzia kombinowanego, wyjmij narzędzie kombinowane i zastąp je narzędziem kombinowanym o odpowiednim rozmiarze. Dokręć nakrętkę na końcu wału. Przesuń rączkę w górę, aby sprawdzić, czy koła zębate wewnątrz urządzenia są prawidłowo zazębione. Jeśli zazębienie jest prawidłowe, rączka będzie blisko kontrolera, a rozdrobnione ostrze z tarczy wejdzie w rowek grzebienia i ostrza pionowego. Nie ma tarcia między górnym ostrzem a grzebieniem i ostrzem pionowym. W przypadku zacięcia, dokręć pokrętło i dokończ wymianę. (Rysunek 6)
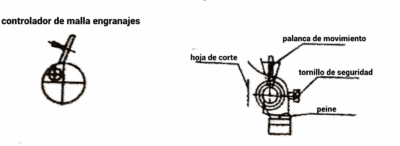
TEKSTY NA OBRAZIE:
kontroler siatki zębatej = kontroler siatki zębatej
dźwignia ruchu = dźwignia ruchu
ostrze tnące = ostrze tnące
śruba zabezpieczająca = śruba zabezpieczająca
grzebień = grzebień
4.2.4.3. Wymiana noży kombinowanych do cięcia poprzecznego. W zależności od długości cięcia i wymagań ciętego materiału, dobiera się różne rodzaje noży kombinowanych do cięcia poprzecznego. Noże kombinowane do cięcia poprzecznego występują w dwóch wersjach: z 8 i 15 ostrzami. Ostrza o innych parametrach można również dostosować do indywidualnych potrzeb, a ich wymiary odpowiadające długości cięcia są następujące:
Przekrój i klasa Liczba plasterków w grupie cięć:
- 5 mm: 15 arkuszy
- 10 mm: 8 arkuszy
4.2.5. Grzebień służy do zgarniania resztek materiału ściśniętych między pionowymi ostrzami. Po zamontowaniu grzebienia, krawędź ostrza musi znajdować się blisko powierzchni przekładki (nie może dotykać pionowych ostrzy, w przeciwnym razie może to spowodować uszkodzenie grzebienia) w połączeniu z ostrzami poziomymi, aby uzyskać idealne wycięcie wpustu.
Pozycja grzebienia (dostosuj wartość kalibracji linii skali 5 mm, 10 mm, 15 mm) musi być zgodna z ustawioną grubością plastra, w przeciwnym razie będzie miała wpływ na wydajność maszyny i jakość plastrowania.
4.2.5.1. Nieprawidłowy montaż, materiał nie może przejść, a nóż grzebieniowy 11 nie znajduje się blisko powierzchni pierścienia dystansowego tarczy zespolonej i noża rozdrabniającego. (Rysunek 7-1)
4.2.5.2. Nieprawidłowy montaż: krawędź ostrza grzebienia styka się z pierścieniem przegrody, a powierzchnia pierścienia jest uszkodzona. Grzebień może być wygięty lub złamany. (Rysunek 7-2)

5. ANALIZA BŁĘDÓW I ELIMINACJA
Tabela błędów
| Objaw | Analiza przyczyn | Metoda rozwiązania | Obserwacje |
|---|---|---|---|
| Nieefektywna operacja | Pasek klinowy zbyt luźny, ślizgający się podczas pracy | Dokręć standardowy pasek V | |
| Materiał nie układa się prawidłowo | 1. Grzebień na ostrzu noża Z przekładką Odległość między pierścieniami jest zbyt duża.<br>2. Grubość plastra jest zbyt duża | 1. Wymień grzebień – położenie grzebienia musi być bliżej pierścienia ostrza.<br>2. Wyreguluj pierwsze ostrze tnące (plasterkowe) | |
| Materiał nie jest cięty | 1. Kierunek obrotu tarczy jest inny<br>2. Grzebień jest zatkany<br>3. Połączone ostrze z tarczą tnącą<br>4. Pionowe ostrze jest zablokowane przez materiał | 1. Wyreguluj obrót tarczy obrotowej zgodnie z ruchem wskazówek zegara.<br>2. Wyczyść grzebień.<br>3. Sprawdź, czy ostrza są prawidłowo zamontowane i pewnie zamocowane do tokarki.<br>4. Wyczyść pozostały materiał na ostrzu pionowym | PUNKTY 2. I 4.<br>Jeśli produkt ma wysoką zawartość tłuszczu, zaleca się usunięcie nadmiaru tłuszczu. W przeciwnym razie produkt należy przechowywać w niskiej temperaturze, aby zapobiec jego zatykaniu. (Mrożone) |
| Gdy materiał nie występuje w sposób ciągły lub włóknisty lub występuje zjawisko odpryskiwania | 1. Ostrza są luźne<br>2. Tarcze tnące są zużyte | 1. Wyreguluj nóż i tarczę tnącą. Sprawdź, czy odstęp między grzebieniami wynosi 1 mm.<br>2. Sprawdź stan tarcz i ich ostrość (jeśli są w złym stanie, zaleca się ich wymianę) | Tarcza tnąca szlifowana, rysunek 10 |
6. KONSERWACJA I UTRZYMANIE:
Wszelkie prace konserwacyjne i serwisowe należy wykonywać po odłączeniu zasilania.
6.1. Maszynę należy czyścić po każdym użyciu, szczególnie obszar i korytarz, przez który przechodzi materiał. (OBOWIĄZKOWE)
6.2. Po każdym użyciu należy dokładnie sprawdzić, czy wszystkie ostrza tnące nie są uszkodzone lub stępione, sprawdzić, czy krawędź ostrza grzebieniowego jest normalna, czy uszkodzona, a także raz w tygodniu zdemontować zespół tnący z tarczą tnącą i zespół tnący poziomy (zachowaj ostrożność podczas demontażu, używając specjalistycznych narzędzi, aby uniknąć zranienia rąk) i dokładnie je wyczyścić. Podczas ponownego montażu należy je konserwować nietoksycznym i bezwonnym olejem spożywczym. Przed montażem należy nasmarować wał tnący i wał tnący olejem spożywczym, aby zapewnić łatwy demontaż.
6.3. Olej przekładniowy i łańcuchowy co dwa tygodnie.
6.4. Szlifowanie różnych noży:
6.5.1 Polerowanie i montaż łopatek pionowych
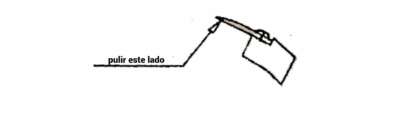
Aby naostrzyć ostrze pionowe, tylko po stronie przecinaka tarczowego, należy naostrzyć krawędź 1 kamieniami olejowymi pod kątem (a). Gdy uszkodzenie w ostrzu można skorygować z dokładnością do 4 mm, można zastosować metodę szlifowania szczeliny pod kątem (B), aby utworzyć nową krawędź pod kątem (a). Dodatkowo, krawędź znajduje się blisko boku stołu obrotowego, a delikatny łuk utworzony po wewnętrznej stronie krawędzi tnącej ma wymagany kształt, ułatwiający przecinanie materiału. (Jak pokazano na rysunku 8, schematycznym schemacie ostrzenia noży pionowych).
TEKSTY NA OBRAZIE:
wysoki kąt padania = wysoki kąt padania
polerowanie tej powierzchni = polerowanie tej powierzchni
obracający się dysk = obracający się dysk
ostrze tnące w kształcie dysku = ostrze tnące w kształcie dysku
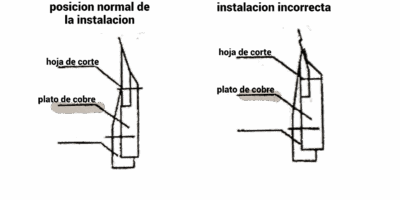
Przesuń dolny koniec łuku w kierunku górnej krawędzi tacy na noże, jak pokazano po lewej stronie rysunku 9, ale nie uderzaj w stół obrotowy. Jeśli jednak dolny koniec łuku znajduje się niżej niż górna krawędź stołu obrotowego, należy go przesunąć w górę, w przeciwnym razie cięcie nie będzie możliwe. (Schemat montażu noża pionowego na rysunku 9).
TEKSTY NA OBRAZIE:
normalna pozycja instalacji = normalna pozycja instalacji
nieprawidłowa instalacja = nieprawidłowa instalacja
ostrze tnące = ostrze tnące
blacha miedziana = blacha miedziana
6.5. Ostrza rozdrabniacza tarczowego
Podczas ostrzenia okrągłych ostrzy drutowych, aby zapewnić równomierną średnicę ostrza, należy stosować szlifowanie mechaniczne; szlifowanie ręczne jest zabronione. Kierunek szlifowania (kierunek ostrza) musi być nachylony do środka. Tarcza szlifierska może być używana tylko do momentu zmniejszenia średnicy o 6 mm (patrz rysunek 10, Schemat ostrzenia tarczowych ostrzy drutowych).
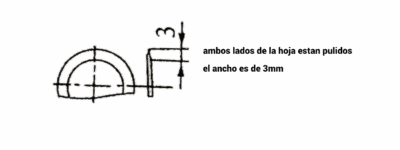
TEKSTY NA OBRAZIE:
obie strony ostrza są wypolerowane = obie strony ostrza są wypolerowane
szerokość wynosi 3 mm = szerokość wynosi 3 mm
6.6. Szlifowanie ostrzy poprzecznych
6.6.1. W przypadku niewielkich uszkodzeń ostrza noża tnącego, mniejszych niż 2,5 mm (przy uszkodzeniach większych niż 2,5 mm konieczna jest wymiana całego ostrza), górną krawędź ostrza poleruje się na szlifierce lub kamieniu szlifierskim, ręcznie lub mechanicznie (rysunek 11).
6.6.2. Jeśli podczas demontażu ostrza tnącego nie można poluzować śruby, należy zanurzyć całe ostrze w gorącej wodzie, co ułatwi odkręcenie śruby.
7. TRANSPORT I PRZECHOWYWANIE
7.1. Podczas użytkowania produktu bezwzględnie zabrania się uderzania, przechylania i odwracania, aby nie uszkodzić urządzenia i nie utrudnić jego użytkowania.
7.2. W przypadku długotrwałego użytkowania produkt należy przechowywać w suchym, nieagresywnym środowisku gazowym i nie dopuszczać do kontaktu z substancjami żrącymi, aby uniknąć uszkodzenia produktu.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}