
-
- étiqueteuses de bouteilles
- Extracteur électrique Presse automatique
- Éviers, tables de support, établis
- Friteuses
- Gaufriers professionnels
- fours à pizza
- Macération Fermentation
- Machines pour l'apiculture
- Machines industrielles pour la transformation des fruits, légumes et nids d'abeilles
- Machines pour foires
ARCMFTC900 AR10169 MACHINE DE DÉCOUPE EN DÉS TRIDIMENSIONNELS
GUIDE DE L'UTILISATEUR
Cher utilisateur : Avant d'utiliser le produit, veuillez lire attentivement le manuel d'instructions du produit.
INDEX / TABLE DES MATIÈRES
- INFORMATIONS GÉNÉRALES ……………………………………………………………………………….1
- CARACTÉRISTIQUES STRUCTURELLES ET PRINCIPE DE FONCTIONNEMENT. …………….1
- PRINCIPAUX PARAMÈTRES TECHNIQUES ……………………………………………………………3
- FONCTIONNEMENT ET UTILISATION ……………………………………………………………………………………….3
- ANALYSE ET ÉLIMINATION DES DÉFAUTS… ...
- ENTRETIEN ET MAINTENANCE :……………………………………………………………..8
- TRANSPORT ET STOCKAGE ……………………………………………………………… 10
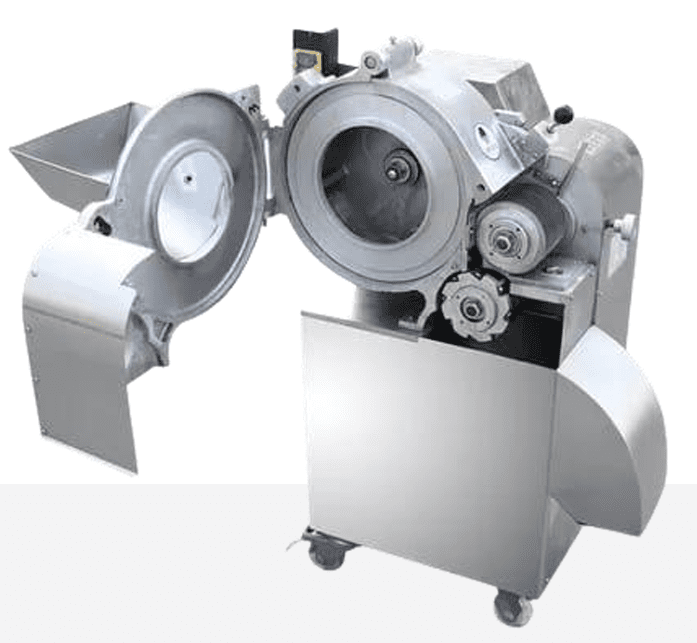
1. INFORMATIONS GÉNÉRALES
La machine à découper en dés modèle 100 est adaptée à la découpe de viande désossée à environ -6 °C, ainsi qu'aux légumes déshydratés, aux usines de transformation de légumes surgelés et aux industries de saumure pour la transformation de divers légumes racines et tiges en dés. Sa forme régulière et sa surface de coupe lisse lui confèrent une conception avancée, une utilisation pratique, une faible consommation d'énergie et un rendement élevé. Fabriquée en alliage d'aluminium et en acier inoxydable, elle est résistante à la corrosion et répond aux normes d'hygiène et de certification.
2. CARACTÉRISTIQUES STRUCTURELLES ET PRINCIPE DE FONCTIONNEMENT.
2.1. Connaître les caractéristiques structurelles,
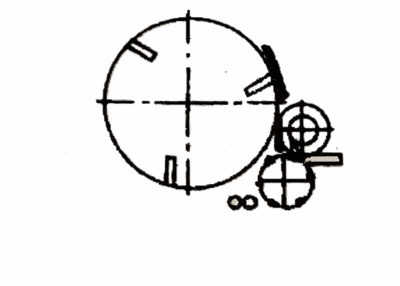
Reportez-vous au schéma de principe de la machine à découper (Figure 1) et au schéma de principe de la transmission (Figure 2)
![]()
Composants numérotés :
- Logement
- Vis de réglage
- Changer
- Écrou quadrant
- Plaque de réglage
- Quadrant
- Cadre de réglage
- Limiteur
- Poignée de réglage
- Poignée excentrique
- Couteau à trancher
- Support de lame de trancheuse
- Corps du coupe-fil
- Vis de réglage
- Plaque de retenue de fil
- Porte-peigne
- Corps de lame fixe
TEXTES DANS L'IMAGE :
tambour rotatif = tambour rotatif
pot = pot
vitesse I = vitesse I
grand pignon = grand pignon
chaîne = chaîne
train principal = train principal
moteur = moteur
trémie d'alimentation = trémie d'alimentation
lames verticales = lames verticales
Courroie trapézoïdale = courroie trapézoïdale
petit pignon = petit pignon
lames horizontales = lames horizontales
vitesse moyenne = vitesse moyenne
engrenage – = engrenage –
grande poulie en V = grande poulie en V
2.1.1. La machine est principalement composée d'une base, d'un boîtier, d'un cadran, d'une lame verticale, d'un corps de lame horizontal, d'un corps de lame de coupe horizontale, d'un système de transmission et d'un système de commande électrique.
2.1.2. Le châssis, le boîtier, la trémie et les pièces principales de la machine sont en alliage d'aluminium et en acier inoxydable pour assurer un fonctionnement à long terme sans corrosion ni toxicité.
2.2. Principe de fonctionnement
Le cadran de cette machine entraîne l'objet à découper en rotation à grande vitesse, et la force centrifuge de l'objet le découpe en tranches. La lame du déchiqueteur à disque le découpe ensuite en bandes et envoie le matériau à découper sur le tranchant horizontal. La lame transversale le découpe en cubes. (Figure 3, schéma de découpage en dés)


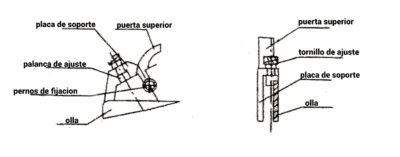
TEXTES DANS L'IMAGE :
plaque de support = plaque de support
porte supérieure = porte supérieure
levier de réglage = levier de réglage
boulons de fixation = boulons de fixation
pot = pot
vis de réglage = vis de réglage
plaque de support = plaque de support
4.2.4.2. Remplacement de la lame du broyeur à disque : La lame combinée du broyeur à disque de remplacement a des spécifications différentes, telles que 5 mm et 10 mm, et d'autres lames combinées de spécifications peuvent également être personnalisées en fonction des besoins.
[TABLEAU : Figure 5 – Pas des lames de coupe à disque verticales]
| Épaisseur de coupe | Passage de pièces |
|---|---|
| 5 mm | 5 mm |
| 10 mm | 10 mm |
Les broyeurs à disques combinés de diverses spécifications sont des accessoires standard et peuvent être personnalisés en fonction des besoins.
Remplacement des lames de taille différente. Étapes de remplacement : Tout d’abord, relâchez la poignée, abaissez la poignée afin que la lame combinée micro-coupe sorte du peigne. Ensuite, desserrez l’écrou à l’extrémité de l’arbre, accrochez la fente à l’avant de l’outil combiné avec une clé à ergot, retirez l’outil combiné et remplacez-le par l’outil combiné de taille souhaitée. Resserrez l’écrou à l’extrémité de l’arbre. Relevez la poignée pour vérifier que l’engrenage de transmission à l’intérieur de la machine est correctement engrené. Si l’engrènement est correct, la poignée sera proche du contrôleur et la lame déchiquetée du disque entrera dans la rainure du peigne et de la lame verticale. Il n’y aura aucun frottement entre la lame supérieure, le peigne et la lame verticale. En cas de blocage, resserrez le volant et terminez le remplacement. (Figure 6)
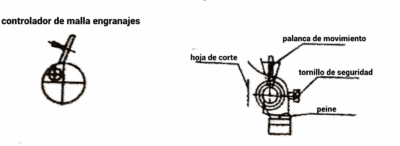
TEXTES DANS L'IMAGE :
contrôleur d'engrenage = contrôleur d'engrenage
levier de mouvement = levier de mouvement
lame de coupe = lame de coupe
vis de sécurité = vis de sécurité
peigne = peigne
4.2.4.3. Remplacement des outils de coupe combinés pour la coupe transversale. Selon la longueur de coupe et les exigences du matériau à couper, différents types de couteaux de coupe transversale combinés sont sélectionnés. Les couteaux de coupe transversale combinés sont disponibles en deux spécifications : 8 et 15 lames. Des lames d'autres spécifications peuvent également être personnalisées selon les besoins. Les dimensions correspondant à la longueur de coupe sont les suivantes :
Section transversale et nuance Le nombre de tranches dans le groupe de coupe :
- 5 mm : 15 feuilles
- 10 mm : 8 feuilles
4.2.5. Le peigne sert à racler les résidus comprimés entre les lames verticales. Une fois le peigne installé, le tranchant de la lame doit être proche de la surface de l'entretoise (il ne doit pas toucher les lames verticales, sous peine de l'endommager) et être combiné aux lames horizontales pour une découpe parfaite.
La position du peigne (ajuster la valeur d'étalonnage de la ligne d'échelle 5 mm, 10 mm, 15 mm) doit être cohérente avec l'épaisseur de tranche définie, sinon cela affectera les performances de la machine et la qualité de la coupe.
4.2.5.1. Installation incorrecte : le matériau ne peut pas passer et le peigne 11 n'est pas proche de la surface de la bague d'espacement du disque combiné et du couteau de broyage. (Figure 7-1)
4.2.5.2. Installation incorrecte : le bord de la lame du peigne est en contact avec l'anneau du septum, et la surface de l'anneau est endommagée. Le peigne peut être plié ou cassé. (Figure 7-2)

5. ANALYSE ET ÉLIMINATION DES DÉFAUTS
Tableau d'erreurs
| Symptôme | Analyse des causes | Méthode de résolution | Observations |
|---|---|---|---|
| Fonctionnement inefficace | Courroie trapézoïdale trop lâche, glissement pendant le travail | Serrez la bande en V régulière | |
| Le matériau ne tombe pas correctement | 1. Peigne à lame de couteau Avec entretoise La distance entre les anneaux est trop grande.<br>2. L'épaisseur de la tranche est trop épaisse | 1. Remettez le peigne en place, la position du peigne doit être plus proche de l'anneau de lame.<br>2. Ajustez la première lame de coupe (tranche) | |
| Le matériau n'est pas coupé | 1. Le sens de rotation du cadran est différent<br>2. Le peigne est bouché<br>3. La lame combinée avec le coupe-disque<br>4. La lame verticale est bloquée par le matériau | 1. Réglez la rotation du disque rotatif dans le sens des aiguilles d'une montre.<br>2. Nettoyez le peigne.<br>3. Vérifiez que les lames sont correctes et qu'elles sont solidement fixées au tour.<br>4. Nettoyez le matériau restant sur la lame verticale | POINTS 2. ET 4.<br>Si le produit est riche en matières grasses, il est recommandé d'en retirer l'excédent. Sinon, il est conseillé de le conserver à basse température pour éviter tout colmatage. (Congelé) |
| Lorsque le matériau n'apparaît pas de manière constante ou en fibres ou avec un phénomène d'écaillage | 1. Les lames sont desserrées<br>2. Les disques de coupe sont usés | 1. Réglez le couteau et le disque de coupe. Vérifiez que le jeu du peigne est de 1 mm.<br>2. Vérifiez l'état des disques et leur tranchant (s'ils sont en mauvais état, il est conseillé de les remplacer) | Disque de coupe au sol figure 10 |
6. ENTRETIEN ET MAINTENANCE :
Tous les travaux d'entretien et de maintenance doivent être effectués après avoir coupé l'alimentation électrique.
6.1. La machine doit être nettoyée après chaque utilisation, en particulier la zone et le passage où passe le matériau. (OBLIGATOIRE)
6.2. Après chaque utilisation, vérifiez soigneusement que les lames de coupe ne sont pas endommagées ou émoussées, que le bord du peigne est en bon état ou endommagé, et démontez la lame combinée du broyeur à disque et la lame combinée du broyeur horizontal une fois par semaine (attention, utilisez des outils spéciaux pour éviter de vous blesser les mains) et nettoyez-les soigneusement. Lors du remontage, utilisez une huile alimentaire non toxique et inodore. Appliquez de l'huile alimentaire sur l'arbre de broyage et l'arbre de coupe avant l'installation pour faciliter le démontage.
6.3. Huiler les engrenages et la chaîne toutes les deux semaines.
6.4. Affûtage de divers couteaux :
6.5. 1 Polissage et pose des lames verticales
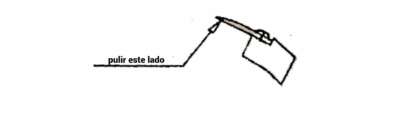
Pour affûter la lame verticale, uniquement côté coupe-fil, affûtez le bord 1 avec des pierres à huile à l'angle (a). Si la zone endommagée peut être corrigée à moins de 4 mm, vous pouvez meuler l'espace (angle (B)) pour former un nouveau bord à l'angle (a). De plus, le bord est proche du plateau tournant et le léger arc formé à l'intérieur du tranchant est de forme adaptée pour faciliter la coupe du matériau. (Comme illustré à la figure 8, schéma de l'affûtage vertical des couteaux.)
TEXTES DANS L'IMAGE :
angle d'incidence élevé = angle d'incidence élevé
polissage de cette surface = polissage de cette surface
disque rotatif = disque rotatif
lame de coupe à disque = lame de coupe à disque
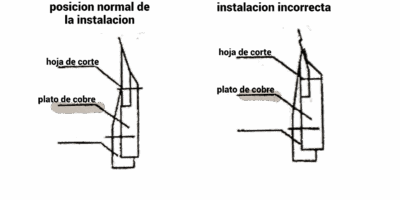
Déplacez l'extrémité inférieure de l'arc vers le haut du plateau porte-lames, comme illustré à gauche de la figure 9, sans heurter le plateau tournant. Cependant, si l'extrémité inférieure de l'arc est plus basse que le haut du plateau tournant, elle doit être ajustée vers le haut, sinon la coupe sera impossible. (Figure 9 : schéma d'installation du couteau vertical.)
TEXTES DANS L'IMAGE :
position d'installation normale = position d'installation normale
installation incorrecte = installation incorrecte
lame de coupe = lame de coupe
plaque de cuivre = plaque de cuivre
6.5. Lames de broyeur à disque de meulage
Lors de l'affûtage de lames de coupe à fil rond, pour garantir un diamètre uniforme, l'affûtage mécanique est obligatoire ; l'affûtage manuel est interdit. Le sens d'affûtage (direction de l'outil à affûter) doit être incliné vers le centre. La lame de la meuleuse à disque ne peut être utilisée que jusqu'à une réduction de diamètre de 6 mm (voir la figure 10, Schéma d'affûtage d'une lame de coupe à fil).
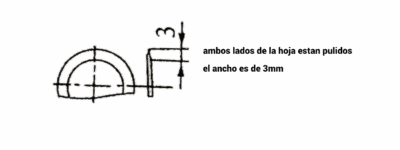
TEXTES DANS L'IMAGE :
les deux côtés de la lame sont polis = les deux côtés de la lame sont polis
la largeur est de 3 mm = la largeur est de 3 mm
6.6. Affûtage des lames transversales
6.6.1. Lorsque les dommages au tranchant du couteau transversal sont faibles, inférieurs à 2,5 mm (lorsqu'ils sont supérieurs à 2,5 mm, la lame entière doit être remplacée), le bord supérieur du tranchant est poli sur la rectifieuse ou la pierre à huile par des moyens mécaniques ou manuels. (Figure 11).
6.6.2. Lors du démontage de la lame transversale, si la vis ne peut pas être desserrée, trempez toute la lame combinée dans de l'eau chaude ; la vis sera facile à desserrer.
7. TRANSPORT ET STOCKAGE
7.1. Pendant l'utilisation du produit, il est strictement interdit de cogner, d'incliner et de retourner, afin de ne pas endommager la machine et d'affecter son utilisation.
7.2. Pour une utilisation à long terme, le produit doit être stocké dans un environnement de gaz sec et non corrosif et ne doit pas être en contact avec des substances corrosives pour éviter d'endommager le produit.
{kind=link}
{kind=link}
{kind=link}
{kind=link}